(5) NC programming
Includes graphical automatic programming and manual programming.
(6) System setup and management
Includes system settings and tool management.
In the CNC system of the turret type CNC punching machine, the user controls the human-machine interaction through the monitoring and programming system, and obtains the processing information of the punching machine. The human-machine interface is required to be friendly, so the operating environment of Windows is adopted.
4 Overall design of the monitoring and programming system
(1) Design principles of monitoring and programming systems
The design principles of the monitoring and programming system are for production and user orientation:
1) For production, the monitoring and programming system can perform the required control, management and programming functions, control and monitoring, real-time control and multi-tasking. In the research and development of the system, the multi-threading technology of Windows NT is adopted, and the object-oriented design idea is introduced.
2) For users, the human-machine interface is required to be friendly, easy to transplant, expand and modify. The man-machine interface is an important aspect of the user's evaluation of the system quality. The human-machine interface that is beautiful, concise, easy to understand and easy to operate is an important aspect of system development. The human-machine interface has a large workload during system development. The software system in the control field needs to receive user instructions on the one hand and real-time monitoring information from the controlled object on the other hand, so the reliability requirements of the system are relatively high. The man-machine interface provides the necessary buffer for the real-time requirements of the system and the non-real-time performance of the person, ensuring the reliability and real-time performance of the system.
(2) Overall structural design of the monitoring and programming system
The data flow diagram of the monitoring and programming system is shown in Figure 2. The manual processing, I/O processing, automatic processing, simulation processing and zero return processing in the dashed box are completed by the controller. The data dictionary is classified as follows:
1) Data categories: graphics and processing data, setting data, MDI manual data, automatic and manual data;
2) File categories: NC files, GRA files (graphics and processing data files) and tool files;
3) Instruction class: input command, output command, manual control command, I/O check command, automatic control command and zero return control command;
4) Control information class: manual control information, automatic control information, zero return control information and I/O check control information;
5) NC code class, etc.: result coordinates, tool parameters, NC code, NC code segment, and I/O status.
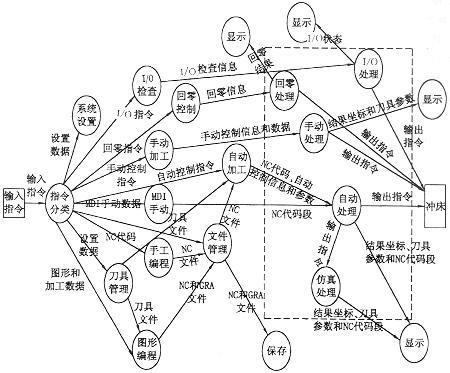
Figure 2 Monitoring and programming system data flow diagram
Previous page next page
250mm (10 Inch) Flat Cut-off Disc
B&H TOOLS CO., LTD. , https://www.bandhtools.com