2.2 Comparison of acetylene low pressure carburizing and propane low pressure carburizing and gas carburizing
In the following, several sets of tests are used to compare the carburizing efficiency of acetylene low pressure carburizing with propane low pressure carburizing and conventional gas carburizing. The test conditions and results are shown in Table 1.
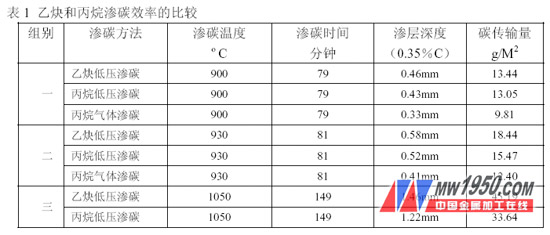
It is not difficult to see from Table 1 that acetylene low pressure carburizing is much more efficient than propane low pressure carburizing. At three carburizing temperatures, the low-pressure carburization of acetylene is 3%, 19%, and 34% higher than the carbon transport per unit area of ​​propane low-pressure carburizing. Compared with conventional gas carburizing, it is 37% and 48% higher at 900 °C and 930 °C, respectively. Therefore, it is proved again that the structural characteristics of acetylene and its cracking characteristics determine its high carburizing ability.
Therefore, the contribution of acetylene low-pressure carburizing to energy conservation, emission reduction and environmental protection is as follows:
The furnace wall is cold and has low heat radiation to the surrounding, which can be integrated with the machining line.
Fast osmotic speed, energy saving
Low feed gas consumption and low emissions
High temperature carburizing, process cycle is greatly shortened, energy saving
3 Vacuum furnace LCP start (low current power start) technology
In recent years, high-pressure gas quenching technology has been continuously improved and popularized, and the gas quenching pressure has been continuously improved to adapt to the gas quenching of a wider range of materials and parts, so that the power of the air-cooling fan is also increasing. How to reduce the starting current of high-power fans and increase the cooling rate is one of the important topics of concern in the heat treatment industry in recent years.
At present, there are two types of cooling fans commonly used: one is direct start; the other is started with a soft starter. The startup process is as follows:
A. Stop heating
B. Inflate to 1000 mbar
C. Low speed starter fan
D. Switch to high speed
E. Inflation to gas quenching pressure
The starting current of the direct start is 10 times of the rated current, and the pressure in the furnace is maintained at 1000 mbar before the air-cooled fan reaches the rated speed. After reaching the rated speed, it is inflated to the gas quenching pressure. In this way, the whole starting time is longer; the starting current with the soft starter is 5 times of the rated current, and the starting time is longer than the direct starting. It is well known that the most important thing for quenching cooling is the cooling intensity at the initial stage of cooling, which means that the maximum cooling rate should be reached in the shortest time. Obviously both of these startup methods sacrifice a lot of valuable time at startup. At the same time, the higher starting current is not satisfactory, resulting in a lot of waste and consumption of resources.
In view of this, IPSEN has developed the LCP Start for Vacuum Furnace Air Cooler, which can be started under vacuum in an air-cooled fan, and the starting current is only 2.5 times the rated current. The startup process after using the LCP device is as follows:
A. Low speed start air cooling fan
B. Switch to high speed
C. Stop heating
D. Inflation to quenching pressure
It can be seen that the use of LCP startup has the following advantages:
Greatly reduce the energy consumption of peak load
Low fan start-up consumption
Less investment in the power supply system
Reduce cooling time
It also has a good quenching effect on low hardenability steel.
Previous Next
Zinc Alloy Door Handle,Zinc Alloy Handles,Zinc Alloy Pulls,Alloy Door Handles
Wenzhou Shenwei Hardware Co.,Ltd , https://www.cn-shwshw.com