1. Overview
Welding the steel structure of a tower furnace is a highly complex and challenging task. Successfully overcoming these technical challenges demonstrates not only advanced technical expertise but also a strong market presence. Our company has extensive experience in the production and welding of auxiliary steel frames for power plant boilers, continuously refining our processes to enhance product quality. Figure 1 illustrates the overall structure of the tower furnace’s auxiliary steel frame.

Figure 1
2. Tower Furnace Structure
The 1000MW unit consists of two main parts: the main steel frame of the tower furnace and the top steel frame. The main steel frame is the primary load-bearing structure of the boiler, forming a cylindrical framework that stands 113.2 meters tall with five layers. It includes 4 columns, 20 main beams, and 40 diagonal braces.
(1) Each column is divided into 8 sections (1st layer 2nd stage, 2nd layer 2nd section, 3rd layer 1st section, 4th layer 2nd section, 5th layer 1st section), totaling 32 sections. Each section is approximately 16 meters long and weighs around 80 tons. The lower section has dimensions of 2500mm × 2500mm × 45mm, while the upper section measures as small as 2000mm × 1700mm × 45mm. There are multiple horizontal partitions, 8 T-shaped stiffeners in the longitudinal direction, and two ladders. The upper and lower columns are bolted together via flanges at both ends, with four partial penetration fillet welds. A 10mm fillet weld is applied inside the lead weld.
(2) Each layer contains 4 main beams with cross-sectional dimensions of 2000mm × 900mm × 30mm × 40mm. The diagonal bracing steel plates are 28 meters long and weigh about 75 tons.
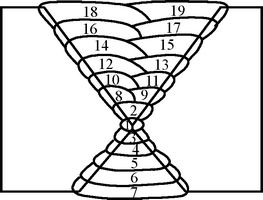
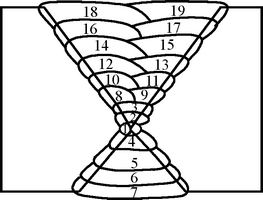
(3) Each of the 8 diagonal bracing sections has a cross-sectional dimension of 1200 mm × 900 mm × 30 mm × 35 mm / 40 mm, with a length of 22 meters and a weight of approximately 30 tons. The single-layer structure is shown in Figure 2.

Figure 2
The column is box-shaped with a section size of 2500mm × 2500mm, a length of about 16m, and web and flange thicknesses of 45mm. Four main fillet welds are semi-penetrated in the groove, with a 10mm fillet weld on the inside of the box. The column has multiple horizontal partitions, and there are T-shaped reinforcing plates installed along the longitudinal direction of the flange and web. The flange plates at the top and bottom of the column have a thickness of 35mm (end-milled). The T-shaped reinforcing plates and partition plates H, E, M, B are fully penetrated fillet welds.
3. Fabrication and Welding Challenges of Steel Columns
The auxiliary steel frame is large in volume, thick in material, and rigid, making welding deformation difficult to control. The dimensional accuracy of the column members is very high (see Table 1).
Table 1

(1) The large cross-section of the box-type column and the complex structure of thick plates make this process particularly critical. With many weld beads, even minor mistakes can lead to defects, resulting in failed flaw detection. The column contains 5 layers of reinforcing partitions and the main body, with penetration, semi-penetration, and fillet welds. The workload is high, and the welding conditions are poor, making the technique challenging. This project mainly uses submerged arc welding for its high efficiency and good performance, as well as CO2 gas shielded welding (flux-cored and solid wire). All penetration and semi-penetration welds undergo 100% UT inspection.
(2) The various steel plates used in the box-type column include national standard Q345B and American standard A572Gr50, with a thickness of 45mm. Although they have the same steel number, their chemical composition differs, with higher carbon content in the American standard. Therefore, preheating before welding and post-weld heat treatment are essential. If the welder is careless, cracks may occur. The assembly precision between the box web, flange, transverse partition, and longitudinal stiffener is high, and the welding deformation is significant. The key technology lies in preventing distortion of the box column. Factors such as assembly size, clearance, welding parameters, sequence, and welder awareness contribute to welding shrinkage, stress, and excessive deformation. Due to the high rigidity of the box column, any deformation is hard to correct, presenting significant challenges in production and deformation control. To ensure the welding quality and dimensional accuracy of the welded parts, we guarantee the position of the welding groove, angle, root face, welding sequence, and qualified welding procedure. After completion, the beam production is inspected to ensure components meet factory standards. The column body is shown in Figure 3. Various joint forms of the column are shown in Figure 4.
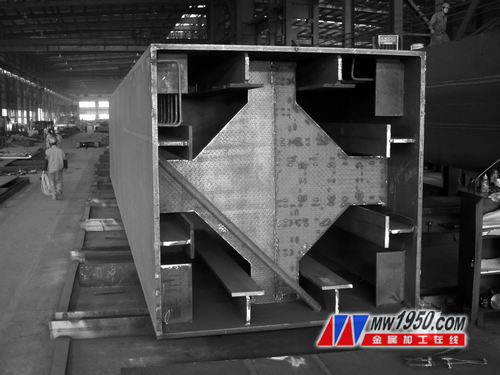
Image 3
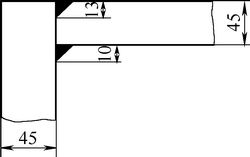
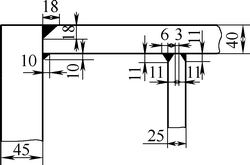

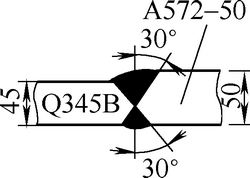
Figure 4: Column Various Joint Forms
4. Steel and Welding Tests for Auxiliary Frame
(1) The steel used is national standard Q345B and American standard A572Gr50. Their mechanical properties and chemical compositions are shown in Table 2.
Table 2: Mechanical Properties and Chemical Composition of Different Plate Thicknesses
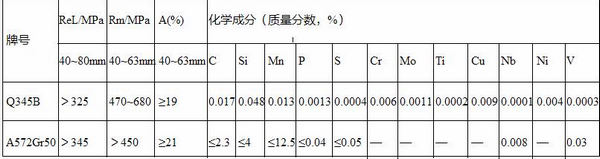
Chart 2 shows that the mechanical properties and chemical composition of A572Gr50 and Q345B are similar. Before the project began, we conducted welding procedure qualification tests using materials matched with Q345B steel for submerged arc and CO2 gas shielded welding. We controlled preheating, interpass temperature, and post-weld heat treatment at 630°C. After 100% UT inspection, the mechanical test results fully met the AWS-D1.1 standard. The welding process evaluation data are shown in Table 3.
Table 3: Welding Process Evaluation Physical Data

(2) For submerged arc welding, we used H10Mn2 welding wire and Yulin SJ101/F48A2 flux, with the equipment being Tangshan Matsushita Group ZD5-1250, as shown in Figure 5. The welding parameters are listed in Table 4.
(a) (b)
Figure 5
Table 4: Submerged Arc Welding Parameters

(3) For CO2 gas welding, we used Wuhan Iron Anchor cored wire YCJ501-1 and solid wire WH50-6, with the welding machine being Tangshan Panasonic KRII500.
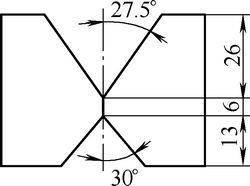
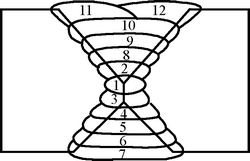
Figure 6 shows the groove form and welding sequence. The welding parameters are presented in Table 5.
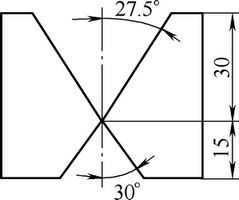
(a) Groove Form (b) FCAW
(c) GMAW
Image 6
Table 5: CO2 Gas Shielded Welding Parameters

5. Box Column Fabrication and Welding
The most critical technical requirement in welding the webs and flanges of a box column is proper preparation before welding, including rod baking, gas heating, cleaning, and polishing. Preheating, controlling interlayer temperatures, and removing slag are essential. Oxide crystals on the surface of CO2 gas shielded welds can affect internal weld quality. Since thick plates are hard to repair if defective, strict quality control is necessary during welding.
(1) Assembling the plane projection of the steel column on the ground involves marking the outline, center line, and end position line, and creating a platform tire frame. When setting up the platform, it's important to consider the spreader width for easy component rotation. The final retest ensures the tire frame is level. Qualified CNC-cut bottom plates are hung on the tire frame, and the center line and balance lines are drawn. Positioning centers and lines are strengthened, ensuring the bottom plate center aligns with the ground center. Small-stack assembly welding is done first, followed by leveling and accurate positioning of the bottom plate. After welding, the positioning lines for the partition plate, end plate, and T-shaped rib are drawn as installation reference lines. The spacer scribe line is based on the bottom plate, and the T-shaped rib is based on the body's center line, with a theoretical length plus a welding shrinkage margin. Corrected T-shaped ribs are then hung and positioned according to the drawn lines. Spot welding starts from the middle of the component, and vertical support is added to reduce deformation. The T-shaped rib end is grooved and welded through the diaphragm. Any board ≥25mm must be preheated before welding. The bottom plate is shown in Figure 7.
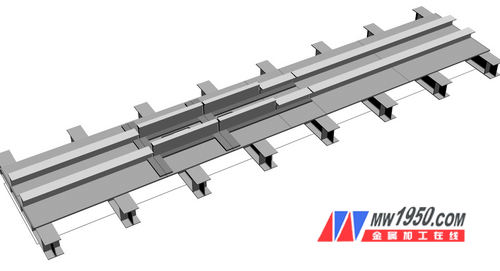
Figure 7
(2) The assembled partition plate is cut by CNC, and the free edge must be smooth to ensure tight attachment to the web and flange, controlling the section size. After NC processing, the end plates are assembled into a frame, leveled after welding, and the cross-section and diagonal dimensions are measured to ensure the four corners are 90°. The end plate is opened on all sides, and the cross center line and threaded hole position line are drawn on the frame. The column connection flange requires stacking drilling, and the bottom end plate pin hole is countersunk. During end plate assembly, the cross center aligns with the bottom plate center, and the end plate balance line matches the installation position line. Verticality between the end line and bottom plate is controlled, with auxiliary support added on both sides of the T-shaped rib wing to prevent deformation during welding. The bottom plate is shown in Figure 8.
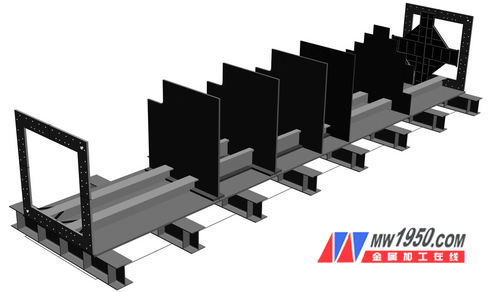
Figure 8
(3) The web assembly follows the same method, with the web panel and T-shaped rib closed and lifting code installed. When positioning, the end of the web is aligned with the end plate center to flush with the bottom plate. Partitions are adhered to ensure overall verticality. Then, left and right webs are installed in order to control the diagonal deviation to ≤3mm for positioning welding. For every 400mm spacing, the weld length is 30–40mm. After assembly, the groove type should be pre-accepted and welded. To control component size and welding deformation, first weld the partition and web symmetrically. After the web and floor fillet weld are completed, the symmetry of the web sides is checked, and welders work from the center to both sides, with at least 4 welders. After welding, the longitudinal T-shaped plate and separator penetrate the fillet weld, and the bottom plate and partition fillet weld are completed. The bottom plate and web are shown in Figure 9.


(a) Bottom Plate (b) Web
Figure 9
(4) When assembling the cover plate, the end center line and end plate cross center line are aligned for positioning. After re-measuring the box column size, the symmetry of the upper and lower center lines and verticality are checked. The four main welds are preheated 100mm from the edge (electric or flame heating). Electric heating is recorded by an automatic temperature controller, while flame heating is measured with a special thermometer at 75mm on both sides of the groove. The temperature is set to 60–70°C, and welding proceeds accordingly. Since the four main welds have not been welded yet, turning will cause deformation. Therefore, the cover plate and web are welded horizontally using CO2 flux-cored wire protection welding, which has a small heat input and minimal deformation. Four welders work from the center to both sides to complete the four main welds. After multiple layers of welding to a surface layer of 2–3mm, the component is turned 90° and submerged arc welding is applied. Then it is turned 180°, and the other side is welded simultaneously with submerged arc welding, minimizing member deformation.
(5) After face milling, flaw detection, correction, and measurement, the center line of the length is drawn on all four sides, and the end milling allowance line is marked at both ends, with the matching line controlled. The distance of the matching line is 200mm, and the matching line is the remaining line. It is perpendicular to the center line and tested. Then the upper end mill is performed. Before milling, the centerline level is adjusted to within ±1mm, and the verticality of the power head is measured to ensure the distance between the power head surface and the residual line is within tolerance, keeping the end face perpendicularity and component length within acceptable limits.
(6) Drilling holes on the column involves finding the beam end plate installation position, fixing the end plate and column, and drawing the hole group position line. When scribing, the horizontal direction is based on the column bottom plate center line, and the longitudinal direction is based on the column center line. Drilling is done with the end plate. Before positioning the beam end plate and column, the upper and lower parts of the end plate must be flattened and tightened with a clamp, as shown in Figure 10.

Figure 10
6. Conclusion
The box column is inspected for VT appearance, welding size, and 100% UT inspection according to GB50205-2001 standards. The structural dimensions are checked one by one as per Table 1. The production quality fully complies with the predetermined technical requirements. Due to strict control over the assembly and welding process, the deformation of the box column structure is effectively managed. Additionally, the use of beam plate and column hole stack drilling significantly reduces hole deviation, achieving 100% hole rate. This advancement allows the company to take a major step forward in the production of power plant auxiliary steel frames, ensuring successful field installation on the first attempt.
Deep Groove Ball Bearing advantages
Yuyao Shuguang stainless steel bearing Co., LTD , https://www.shuguangbearing.com